
The measurement of large-volume machines in general and especially paper machines with a length of up to several hundred meters, over 20m high over two floors, presents surveyors and measurement technology with major challenges. Manufacturers demand accuracy in the sub-millimeter range for the positions of chairs and rolls. With machines running ever faster, small horizontal and vertical angular deviations of the rotating components are of great importance for long machine clothing running times. Voith, for example, as a quasi-standard-setting company in paper machine construction, specifies a tolerance of 0.5mm offset for rollers in its assembly instructions for systems with a web width of up to 7m. The height differences of the foundation rails over 10m transversely and longitudinally to the machine axis must not exceed 0.2mm. For measurements in this class, measuring devices in the highest accuracy class are required in order to achieve the required tolerances.

Total stations
These are theodolites with distance measurement for the third dimension with
a resolution of 0.5 angular seconds and highly accurate coincidence levels are therefore still the means of choice, despite all the
advertising claims of some competitors! The value of 0.5 angular seconds indicates the accuracy of the angle measurement. If you assume a
paper machine with a web width of 10m and want to measure at a distance of approx. 15m on the drive side, you have a
resolution of 0.04mm. If, on the other hand, you take a 10″ total station for construction or land surveying, for example, you are at 20 times this value (0.8mm) and
thus already exceed the tolerance with the resolution in the device.
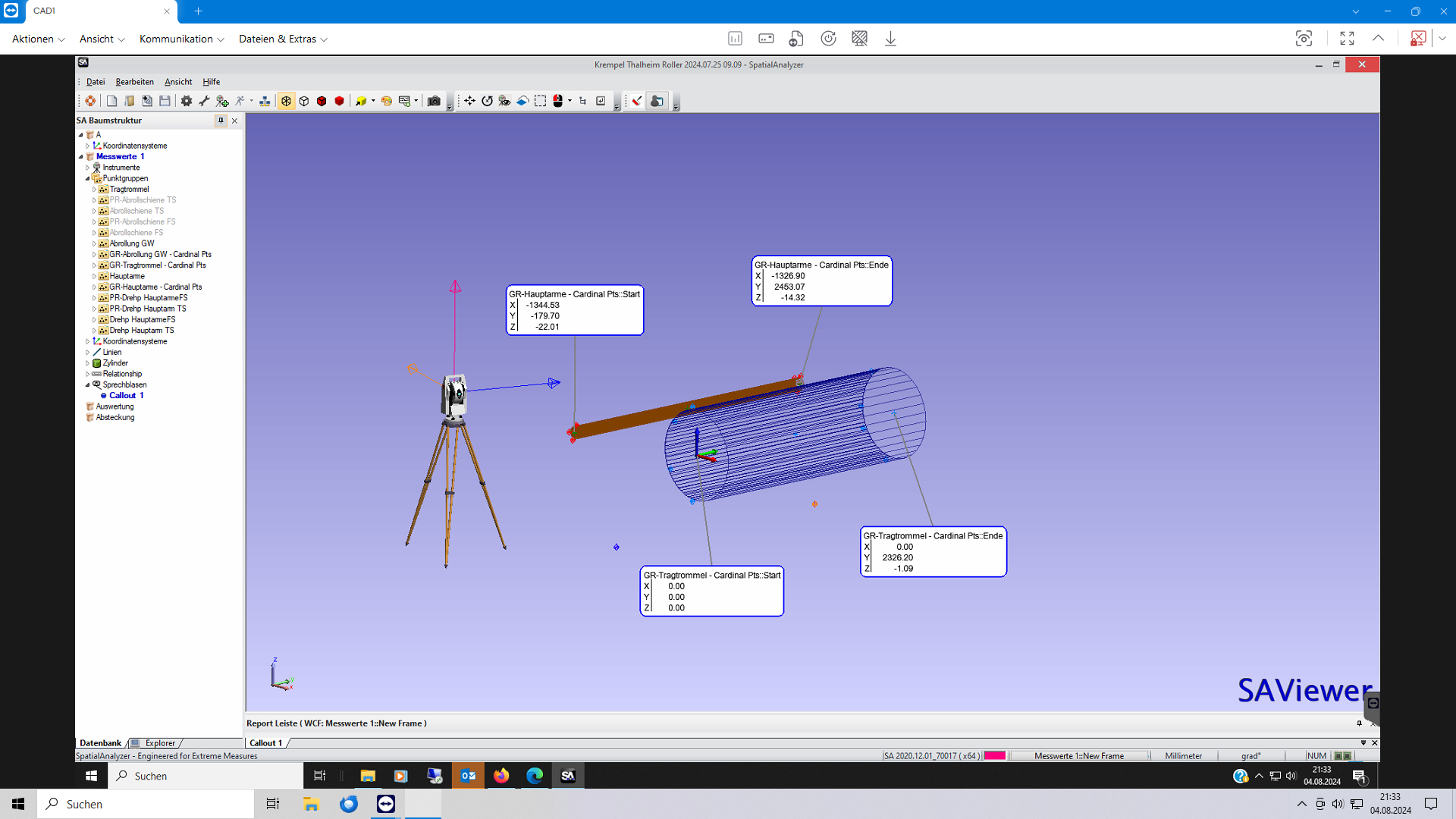
Total stations are used to measure rollers at the edges of the surface in contact with the web by touching them with reflector balls with a diameter of 1.5 inches
. If there is no access from the operator level, we can use special tripods to clamp ourselves directly in front of the roller to chair parts
and only need a small line of sight through the machine to the opposite side of the roller web, in
extreme cases no larger than the reflector sphere itself. Another advantage is that the measuring team does not have to enter the roller coverings; the technicians can usually work safely from the catwalk. It is therefore not necessary to remove the roller cover. The reference to the PM axis of the machine on the operator side is achieved by several control points
, which can be measured from all subsequent positions and ideally remain on the building columns. At least three points are
required to determine the position in relation to the machine axis; we always measure 5 points. This overdetermination is important for the deselection of
control points that have drifted excessively onto the building, e.g. due to wind pressure or sun.

Absolute laser tracker
With their extremely high accuracy, they are the next higher class of device.
They are very fast but, depending on the device and manufacturer, usually have their limitations at greater distances of over 50m. However, the
devices we use can measure a radius of 160m and are therefore ideally suited for measuring paper machines. If points further away
are to be included in a measurement, a total station can also be used in the same measurement software. A significant advantage of measurements with laser trackers is the high accuracy when
moving to new locations. This makes it possible to measure all visible roller ends from one location. Example:
From one location, the operating sides of rollers 1, 5, 8 and 9 and the drive sides of rollers 5, 8, 11 and
15 are scanned with a reflector. From the next location, measure all other roller sides visible from there and so on. This is extremely time-saving! For example,
we recently measured a complete wire section with 18 rollers in the inner and outer wire and gap former with built-in clothing in a little less than
7 hours.
A further advantage is the evaluation directly on site and thus the possibility of immediate straightening work. Metrological traceability and a logged self-test of the condition of the measuring machine on
your construction site is standard. Equally flexible and ideally suited are
laser trackers, e.g. for
- Measuring the flatness of the lower lip
at the headbox - Alignment of the position of the
dewatering box and inlet and
separating suction cups on the top screen former - Alignment of drainage elements arranged in an arch in the room
in the inner and outer screen on gap formers
- Determination and adjustment of the position
of the edge sprayer and size slide to
size limit at the headbox - Measurement and alignment of
shoe press module to bending roll - Control of movements of
foundation beams at the PM - Staking out a large number of
threaded holes for conversions in
the shortest possible time thanks to CAD data import

Ring laser spinning top
For 15 years ring laser gyroscopes have been used to quickly compare the axis parallelism of cylinders. A reference roller must be specified by the customer. It is therefore not possible to measure in relation to geodetic fixed points on the paper machine.

What is unusual, however, is that these devices are not for sale on the open market and apart from a succinct remark, none of the usual specifications on their accuracy can be researched despite
lengthy research!!! However, it is known that ring laser gyroscopes drift and are very sensitive to temperature.
When a new paper machine is built, the roll surfaces are still new and have factory tolerances. However, when measuring on very wide machines with already run-in roll covers, covers with crown, convex or concave guide rolls, the
question arises as to whether it makes sense to interpolate from a quarter circle of an approx. 80 cm wide area of a run-in cover to the entire roll? Everyone can make up their own mind about the repeatability of the measurements at
. What about, for example,
drying cylinders fitted with stabilizers, or rollers that are not accessible in the middle due to the risk of falling or that sag due to their own weight, or with
hot rollers that cannot be touched? The author of this article has himself observed that dry cylinders have been “swept” on the operator side edge due to lack of accessibility. It is difficult to make a statement about the exact
position of the cylinders. Since the beginning of measuring paper machines with optical instruments, it has been common practice to draw a parallel line on the operator side along the center of the machine through embedded floor points and/or on the columns of the front side of the machine.
Machine hall to be permanently marked. This has
the decisive advantage that surveyors can use this
reference, regardless of the device, as a basis for
conversions or for further re-measurements in the event of
problems over time. If
is therefore not measured and aligned according to this line but according to another
reference such as a single roller
(whose position in relation to the PM axis is not known)
, there is a
risk of misalignment of an entire
batch!
Static angle lasers and theodolites
are devices for pure angle measurement in which two mirrors are set up on the PM axis and the measuring device can be moved along the axis until visual contact is made with the respective components. The horizontal position must be checked with a spirit level. These measurement methods are no longer used and are not discussed in detail here for reasons of relevance.

The author has been working in the paper industry for over 40 years and has worked for various paper machine manufacturers during this time.
He has now been working independently as Managing Partner of PMS Weichelt GmbH for 15 years. The company’s main business lies in metrological services on paper machines, as well as
general industrial measurement.

{kind=link}
{kind=link}